Author Contributions
Conceptualization, W.G.; Data curation, D.G., M.K. and K.J.; Formal analysis, K.J.; Funding acquisition, W.G. and M.K.; Investigation, W.G., D.G., M.R.-G., M.K. and K.J.; Methodology, W.G., P.K., D.G., M.R.-G., M.K. and K.J.; Project administration, W.G.; Resources, P.K. and D.G.; Software, M.K.; Supervision, W.G. and K.J.; Validation, W.G. and P.K.; Visualization, D.G. and M.R.-G.; Writing—original draft, W.G., P.K., D.G., M.R.-G., M.K. and K.J.; Writing—review & editing, W.G. and K.J. All authors have read and agreed to the published version of the manuscript.
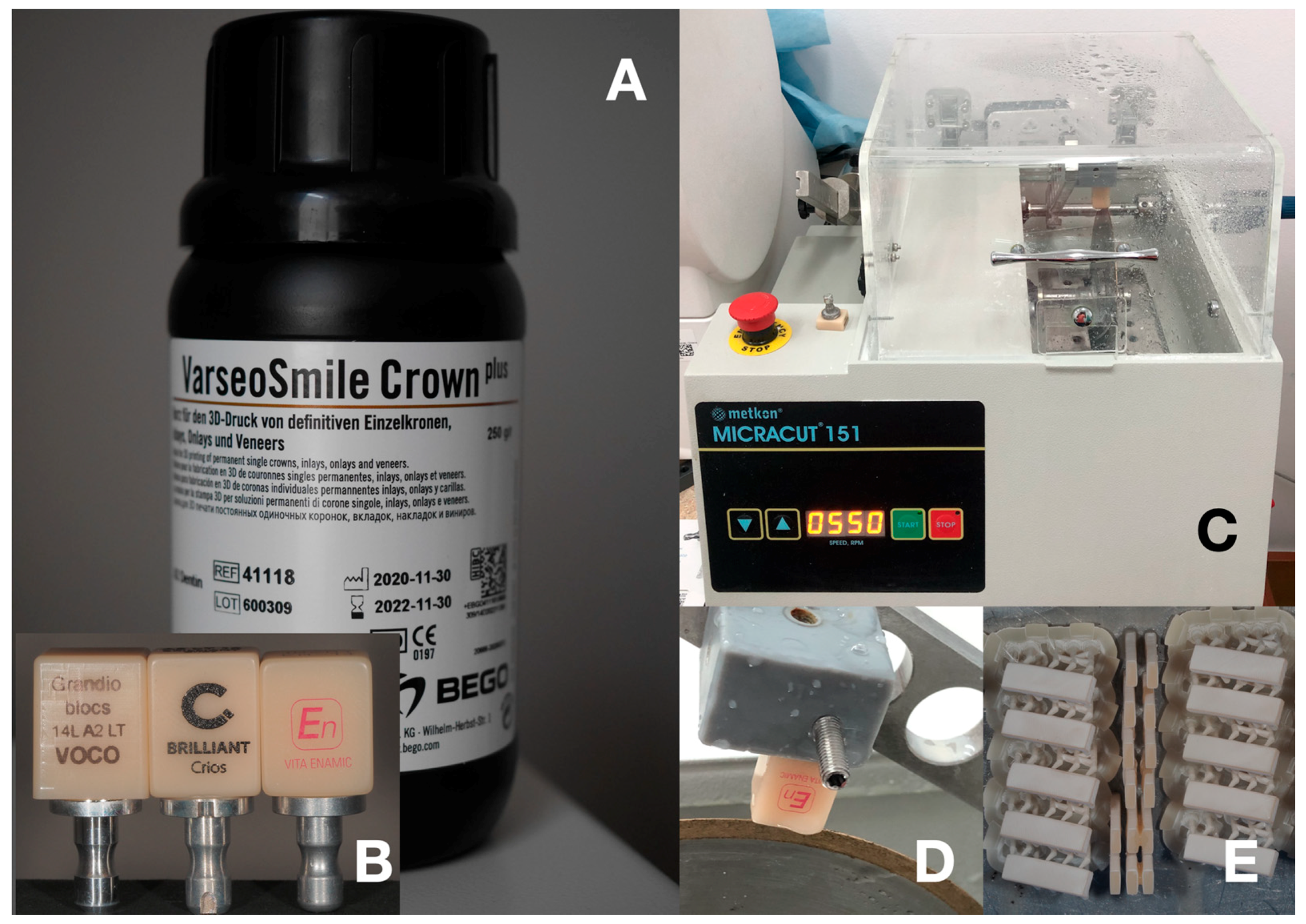
Figure 1.
(A) bottle of VarseoSmile Crown plus composite resin for 3D printing; (B) blocks of materials for milling; (C) diamond saw or blocks cutting; (D) 3D printed holder with CAD/CAM block during cutting process; (E) 3D printed bars of VarseoSmile Crown plus on the printing platform (after cleaning with ethanol).
Figure 1.
(A) bottle of VarseoSmile Crown plus composite resin for 3D printing; (B) blocks of materials for milling; (C) diamond saw or blocks cutting; (D) 3D printed holder with CAD/CAM block during cutting process; (E) 3D printed bars of VarseoSmile Crown plus on the printing platform (after cleaning with ethanol).
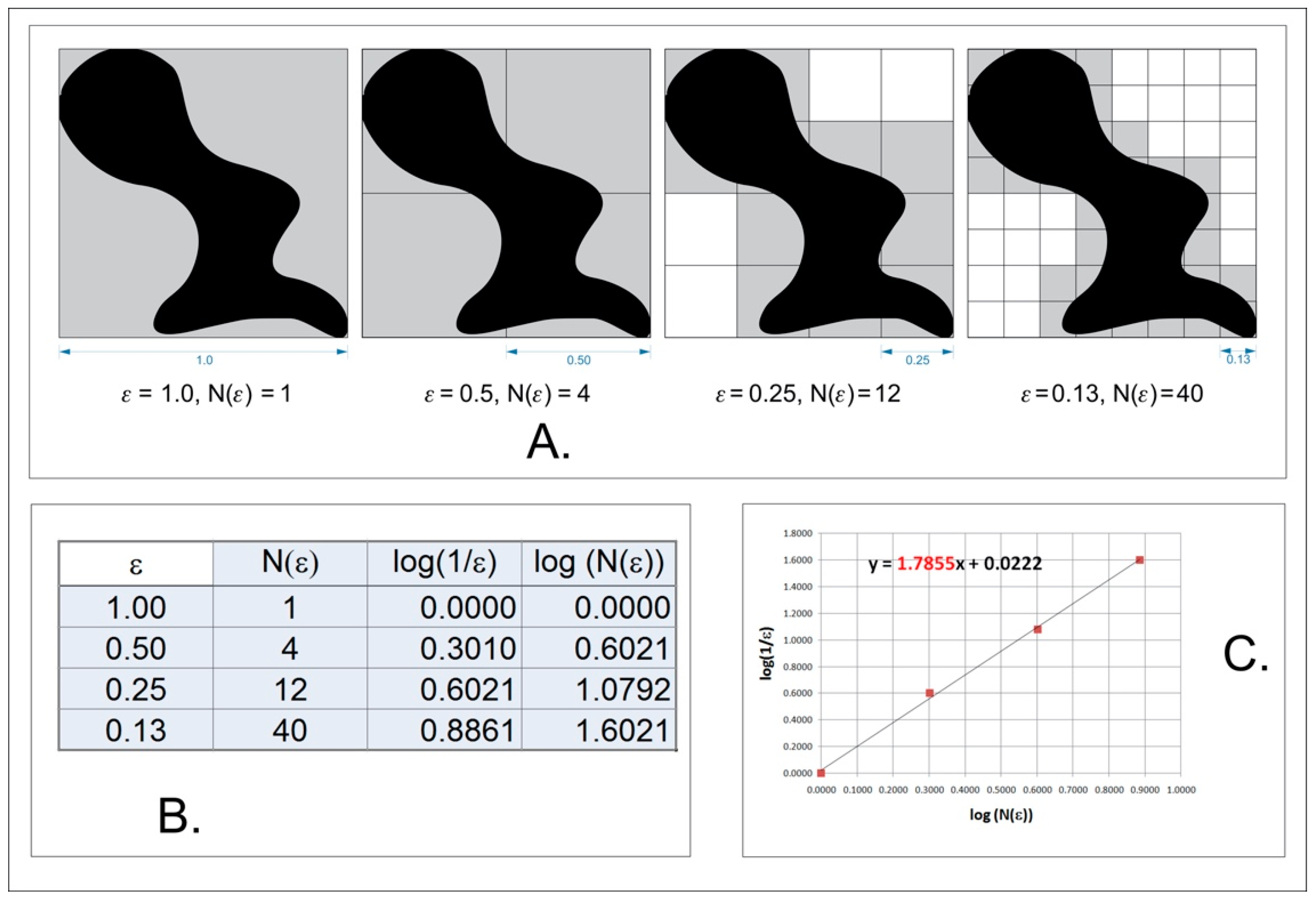
Figure 2.
Graphical interpretation of counting box method for fractal dimension counting; (A) analysed bitmap, dimension of analysed square size (ε); (B) Number of squares need to cover examined shape in the function of square size (ε); (C) a straight line drawn through points from table B on the x-y chart in decimal logarithm scale. The slope factor of this straight line is a value fractal dimension counted using the box method.
Figure 2.
Graphical interpretation of counting box method for fractal dimension counting; (A) analysed bitmap, dimension of analysed square size (ε); (B) Number of squares need to cover examined shape in the function of square size (ε); (C) a straight line drawn through points from table B on the x-y chart in decimal logarithm scale. The slope factor of this straight line is a value fractal dimension counted using the box method.
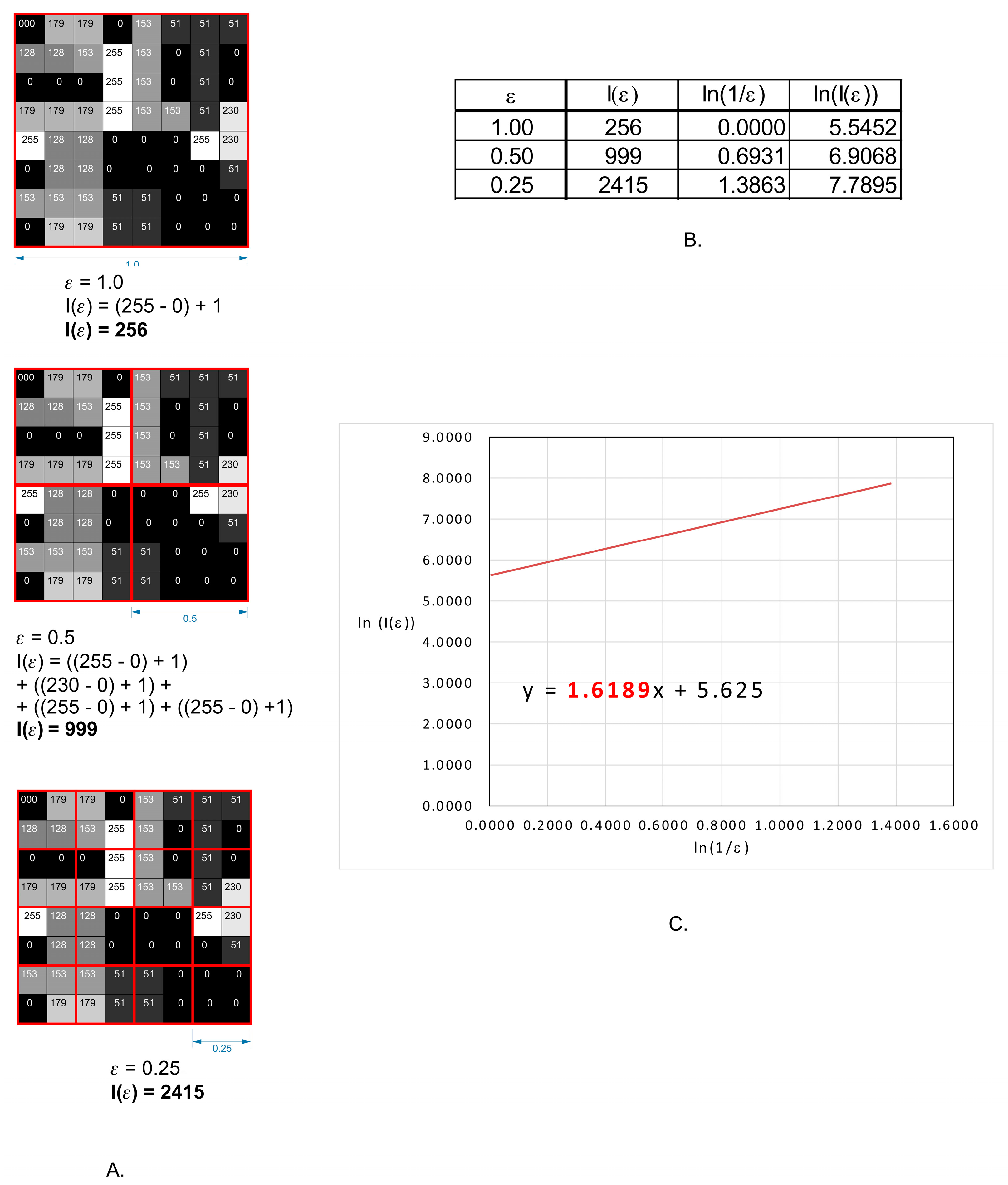
Figure 3.
Graphical interpretation of intensity difference algorithm for fractal dimension counting. (A) an example of a grayscale 8 bits image, with numbers in squares representing the intensity level of each pixel–0–black, 255 white. Red squares represent scale—ε. (B) the values of intensity difference for each step of scale reduction (ε). (C) a straight line drawn through points from table B on the x-y chart in the natural logarithm scale. The slope factor for this straight line is a value fractal dimension counted by intense difference algorithm.
Figure 3.
Graphical interpretation of intensity difference algorithm for fractal dimension counting. (A) an example of a grayscale 8 bits image, with numbers in squares representing the intensity level of each pixel–0–black, 255 white. Red squares represent scale—ε. (B) the values of intensity difference for each step of scale reduction (ε). (C) a straight line drawn through points from table B on the x-y chart in the natural logarithm scale. The slope factor for this straight line is a value fractal dimension counted by intense difference algorithm.
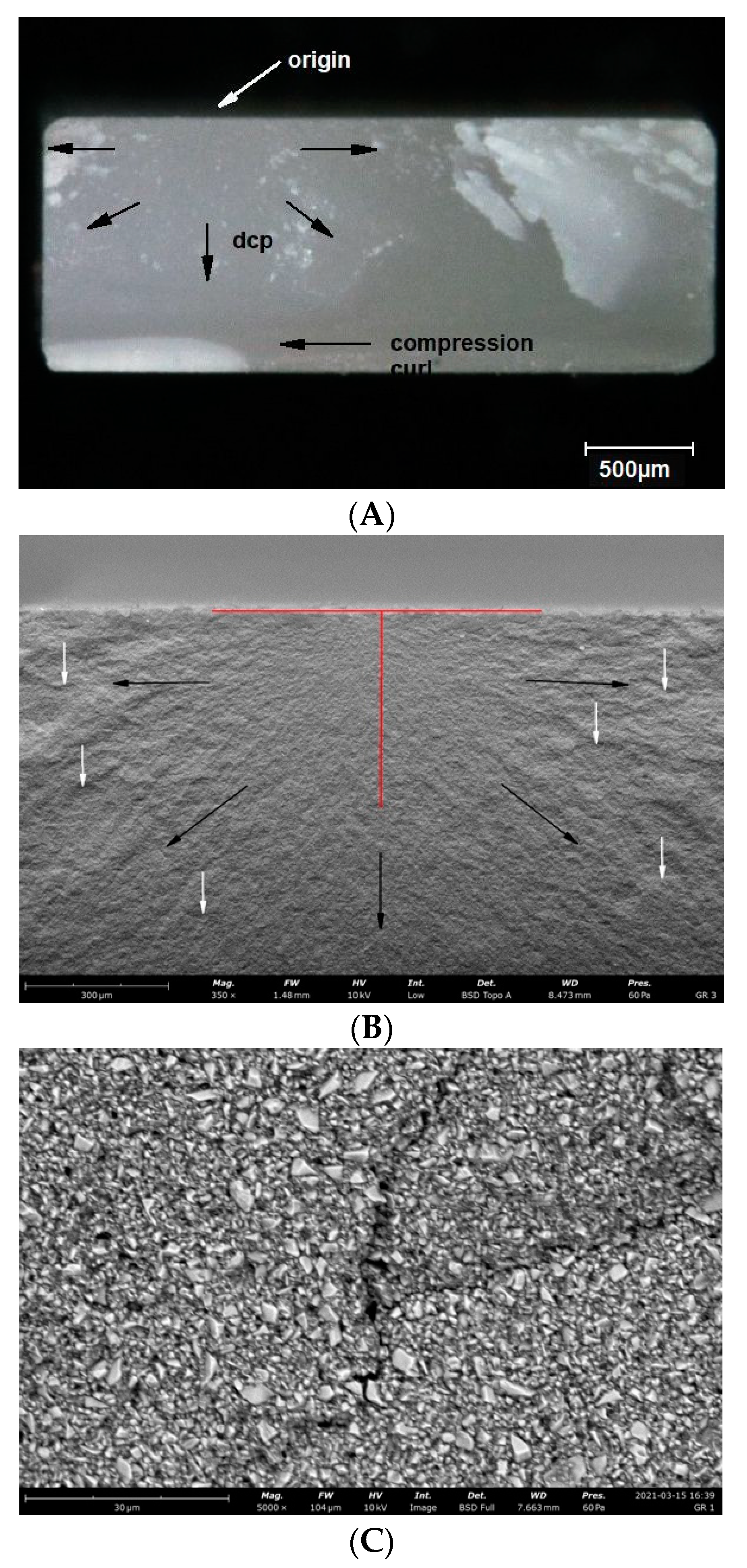
Figure 4.
Representative microscopic and SEM images of the fracture surface of the GR sample; (A) visible compression curl on top, the direction of crack propagation (DCP) and the origin on the bottom; (B) Red lines indicate the width and depth of the crack at the fracture origin. Black arrows indicate the direction of crack propagation away from the crack origin, white arrows indicate bending marks on the fracture surface; (C) microcrack spreading along the particle boundaries visible on the enlarged area of figure (B) indicated by the white arrow; (D) microcrack spreading along the particle boundaries visible on the enlarged area of figure (B) indicated by the white arrow.
Figure 4.
Representative microscopic and SEM images of the fracture surface of the GR sample; (A) visible compression curl on top, the direction of crack propagation (DCP) and the origin on the bottom; (B) Red lines indicate the width and depth of the crack at the fracture origin. Black arrows indicate the direction of crack propagation away from the crack origin, white arrows indicate bending marks on the fracture surface; (C) microcrack spreading along the particle boundaries visible on the enlarged area of figure (B) indicated by the white arrow; (D) microcrack spreading along the particle boundaries visible on the enlarged area of figure (B) indicated by the white arrow.
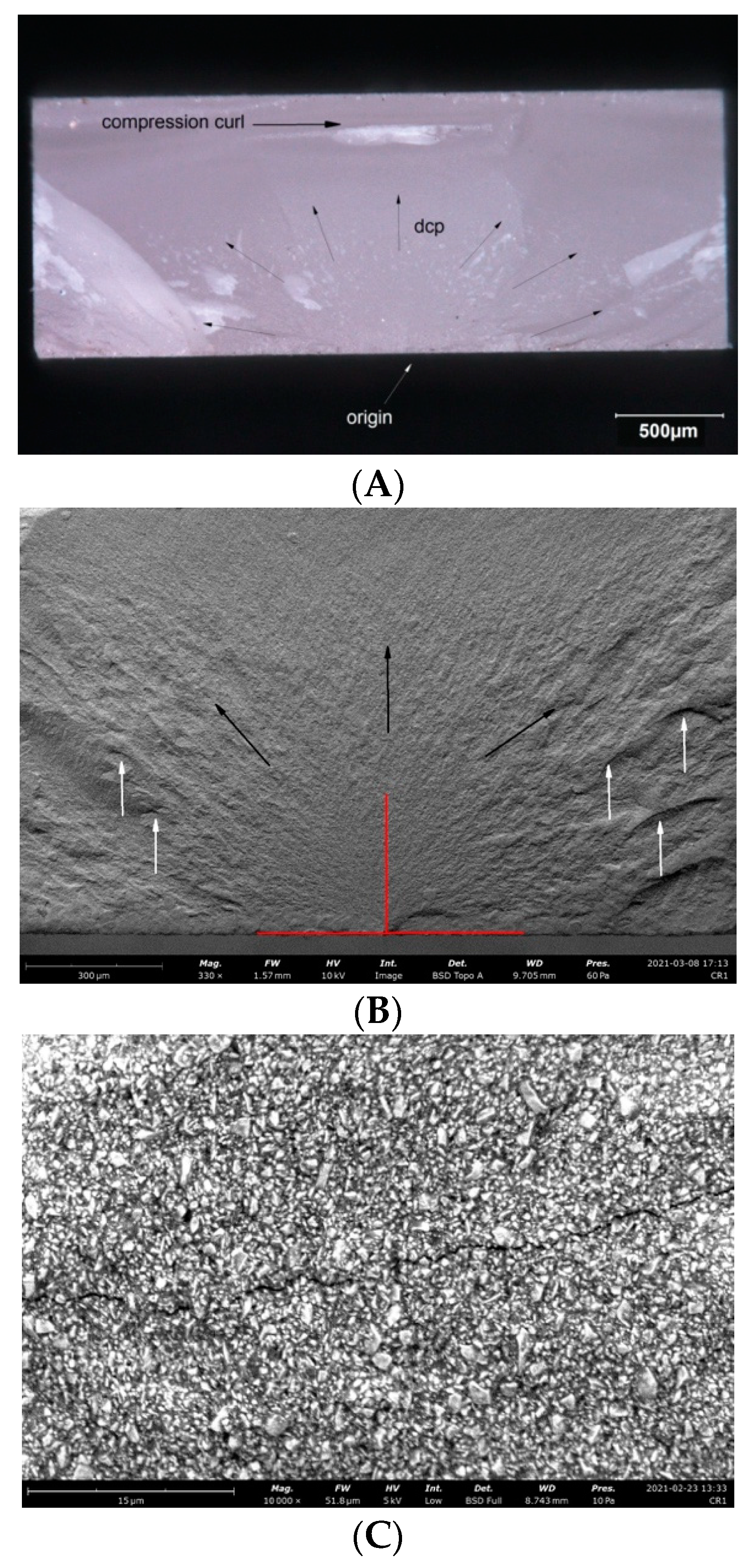
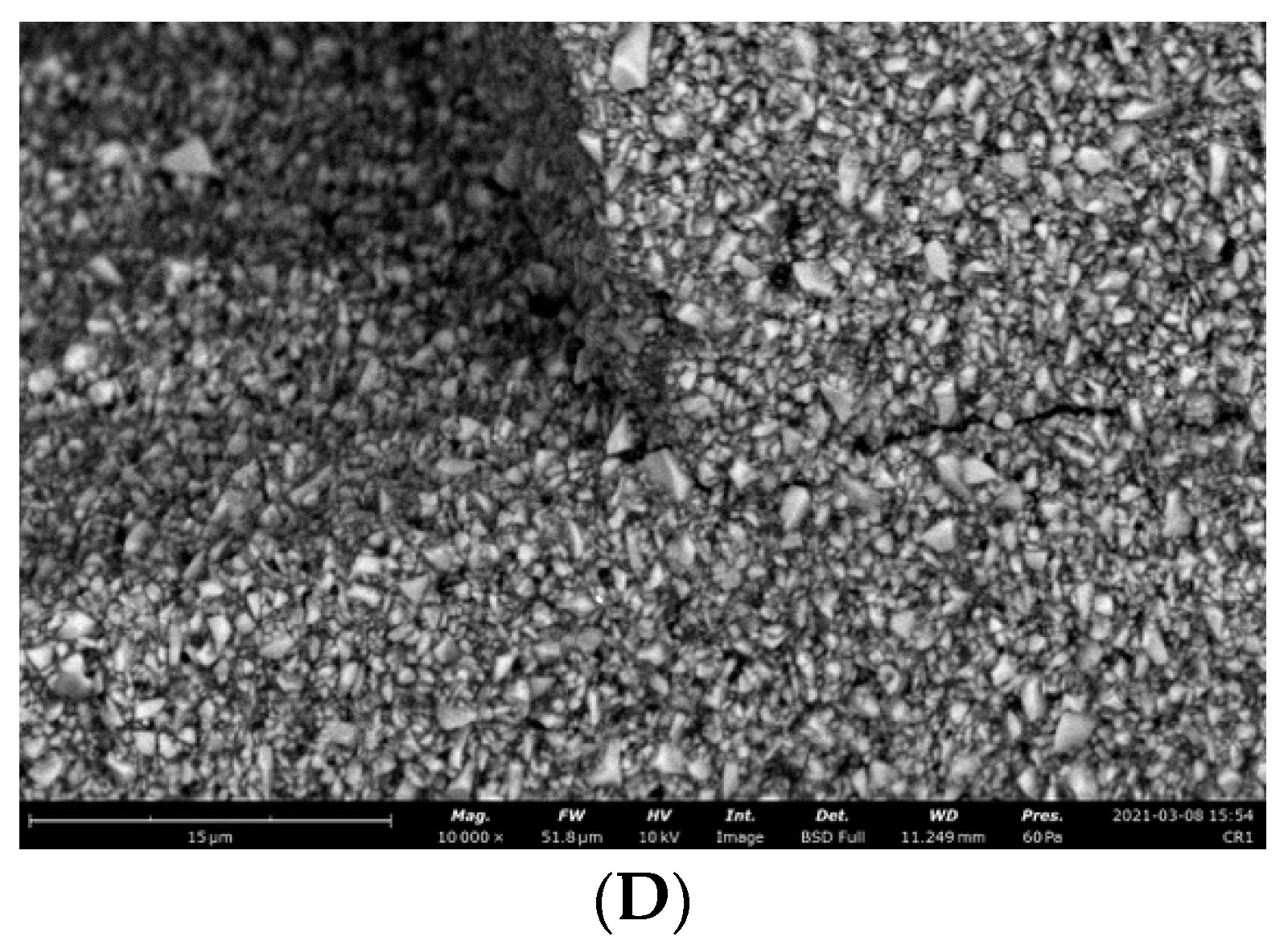
Figure 5.
Representative microscopic and SEM images of the fracture surface of the CR sample; (A) visible compression curl on top, the direction of crack propagation and the origin on the bottom; (B) Red lines indicate the width and depth of the crack at the fracture origin. Black arrows indicate the direction of crack propagation away from the crack origin, white arrows indicate bending marks on the fracture surface; (C) microcrack spreading along the particle boundaries visible on the enlarged area of figure (B) indicated by the white arrow; (D) microcrack spreading along the particle boundaries visible on the enlarged area of figure (B) indicated by the white arrow.
Figure 5.
Representative microscopic and SEM images of the fracture surface of the CR sample; (A) visible compression curl on top, the direction of crack propagation and the origin on the bottom; (B) Red lines indicate the width and depth of the crack at the fracture origin. Black arrows indicate the direction of crack propagation away from the crack origin, white arrows indicate bending marks on the fracture surface; (C) microcrack spreading along the particle boundaries visible on the enlarged area of figure (B) indicated by the white arrow; (D) microcrack spreading along the particle boundaries visible on the enlarged area of figure (B) indicated by the white arrow.
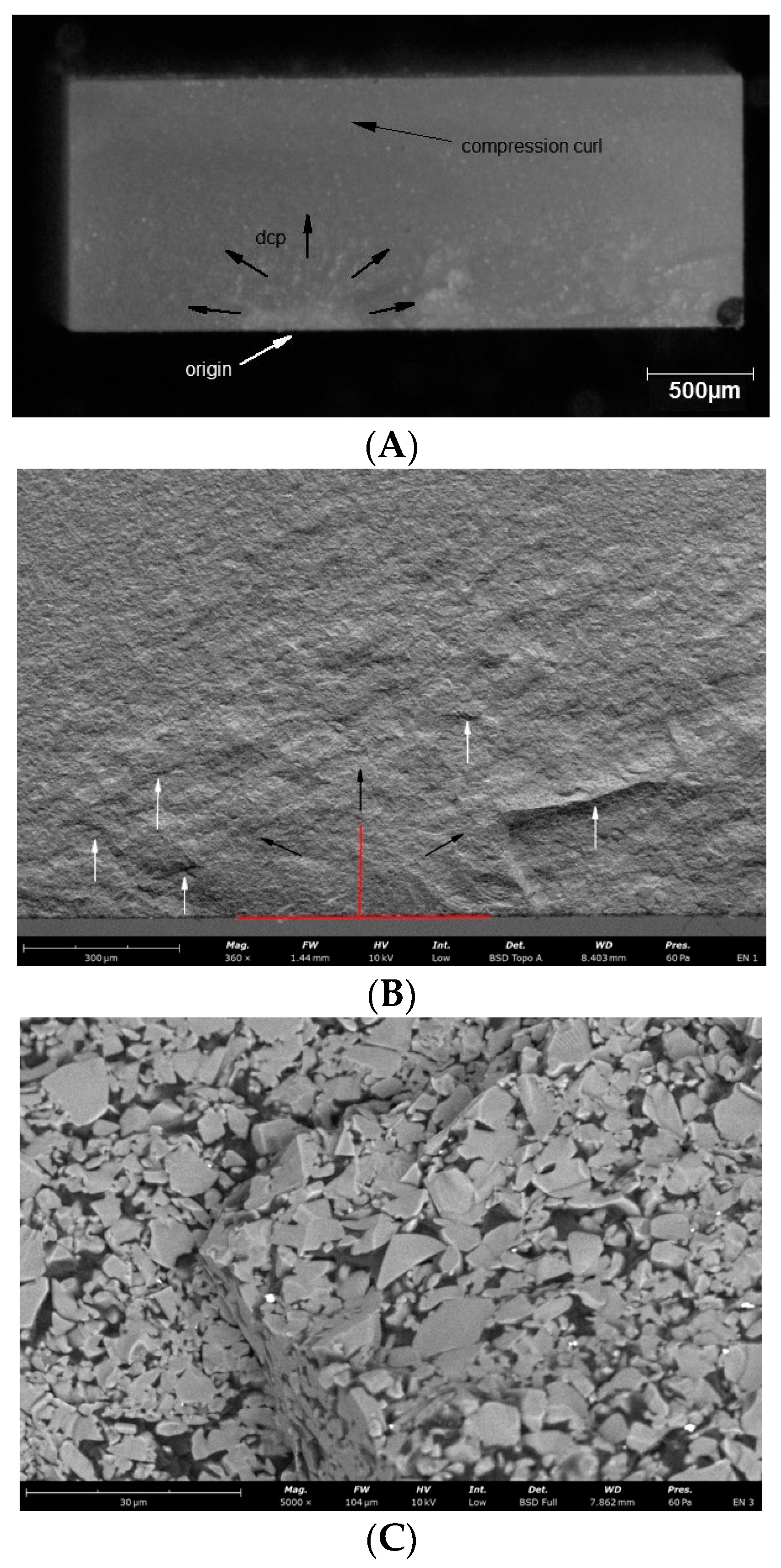
Figure 6.
Representative microscopic and SEM images of the fracture surface of the EN sample; (A) visible compression curl on top, the direction of crack propagation and the origin on the bottom; (B) Red lines indicate the width and depth of the crack at the fracture origin. Black arrows indicate the direction of crack propagation away from the crack origin, white arrows indicate bending marks on the fracture surface; (C) microcrack by particles visible on the enlarged area of figure (B) indicated by the white arrow; (D) microcrack by particles visible on the enlarged area of figure (B) indicated by the white arrow.
Figure 6.
Representative microscopic and SEM images of the fracture surface of the EN sample; (A) visible compression curl on top, the direction of crack propagation and the origin on the bottom; (B) Red lines indicate the width and depth of the crack at the fracture origin. Black arrows indicate the direction of crack propagation away from the crack origin, white arrows indicate bending marks on the fracture surface; (C) microcrack by particles visible on the enlarged area of figure (B) indicated by the white arrow; (D) microcrack by particles visible on the enlarged area of figure (B) indicated by the white arrow.
Figure 7.
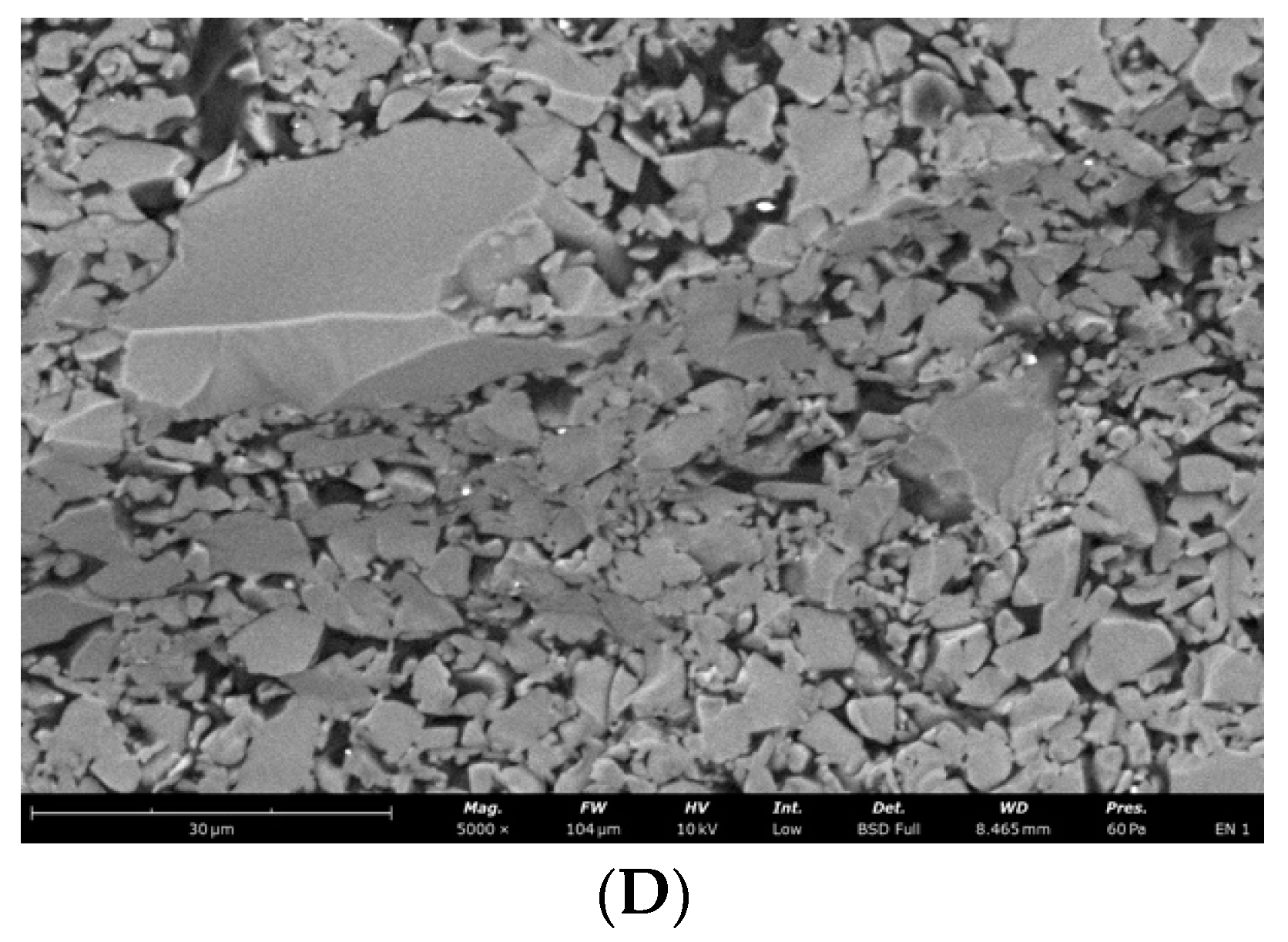
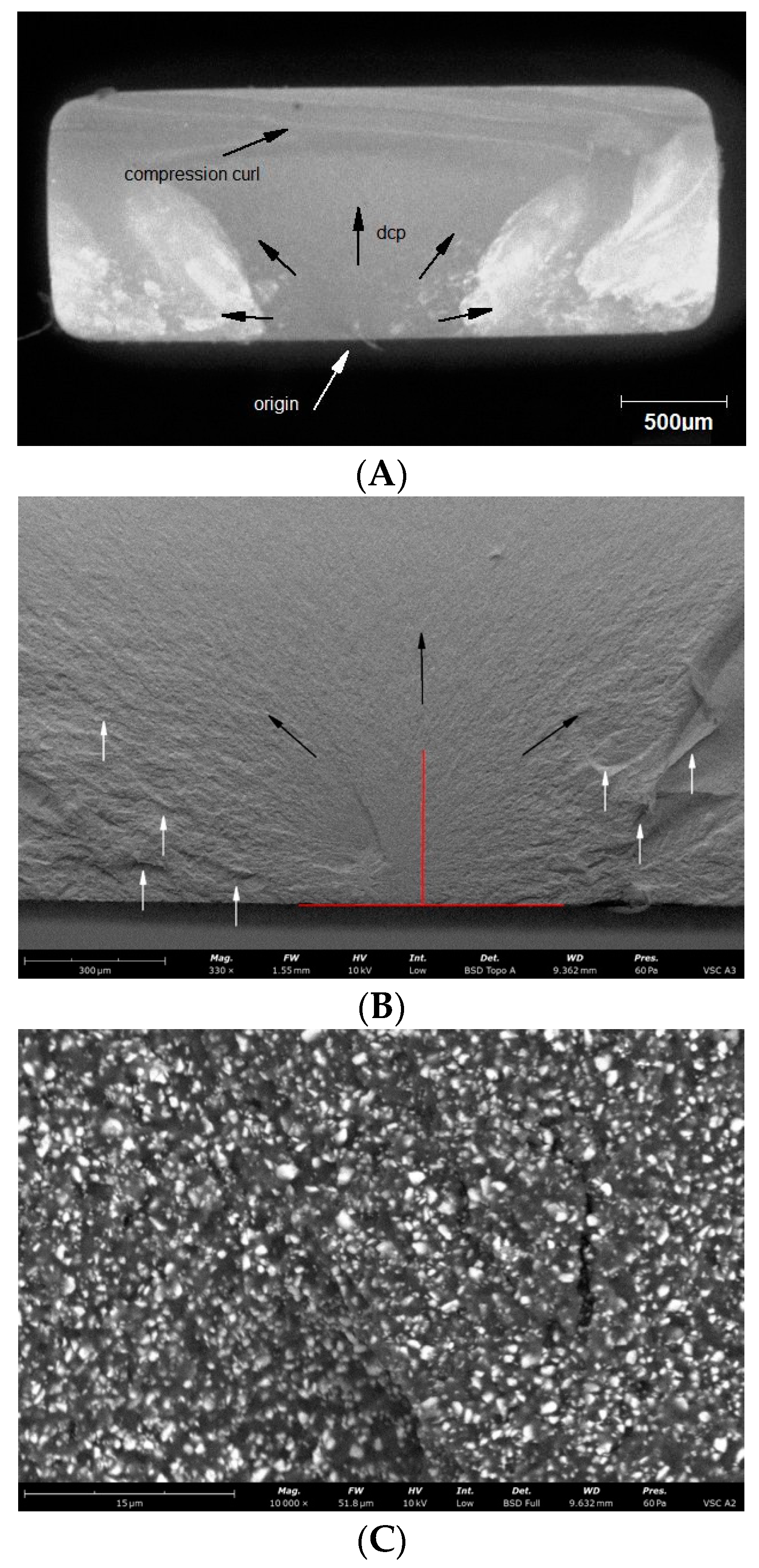
Representative microscopic and SEM images of the fracture surface of the VSC A sample; (A) visible compression curl on top, the direction of crack propagation and the origin on the bottom; (B) Red lines indicate the width and depth of the crack at the fracture origin. Black arrows indicate the direction of crack propagation away from the crack origin, white arrows indicate bending marks on the fracture surface; (C) microcrack spreading along the particle boundaries visible on the enlarged area of figure (B) indicated by the white arrow; (D) microcrack spreading along the particle boundaries visible on the enlarged area of figure (B) indicated by the white arrow.
Figure 7.
Representative microscopic and SEM images of the fracture surface of the VSC A sample; (A) visible compression curl on top, the direction of crack propagation and the origin on the bottom; (B) Red lines indicate the width and depth of the crack at the fracture origin. Black arrows indicate the direction of crack propagation away from the crack origin, white arrows indicate bending marks on the fracture surface; (C) microcrack spreading along the particle boundaries visible on the enlarged area of figure (B) indicated by the white arrow; (D) microcrack spreading along the particle boundaries visible on the enlarged area of figure (B) indicated by the white arrow.
Figure 8.
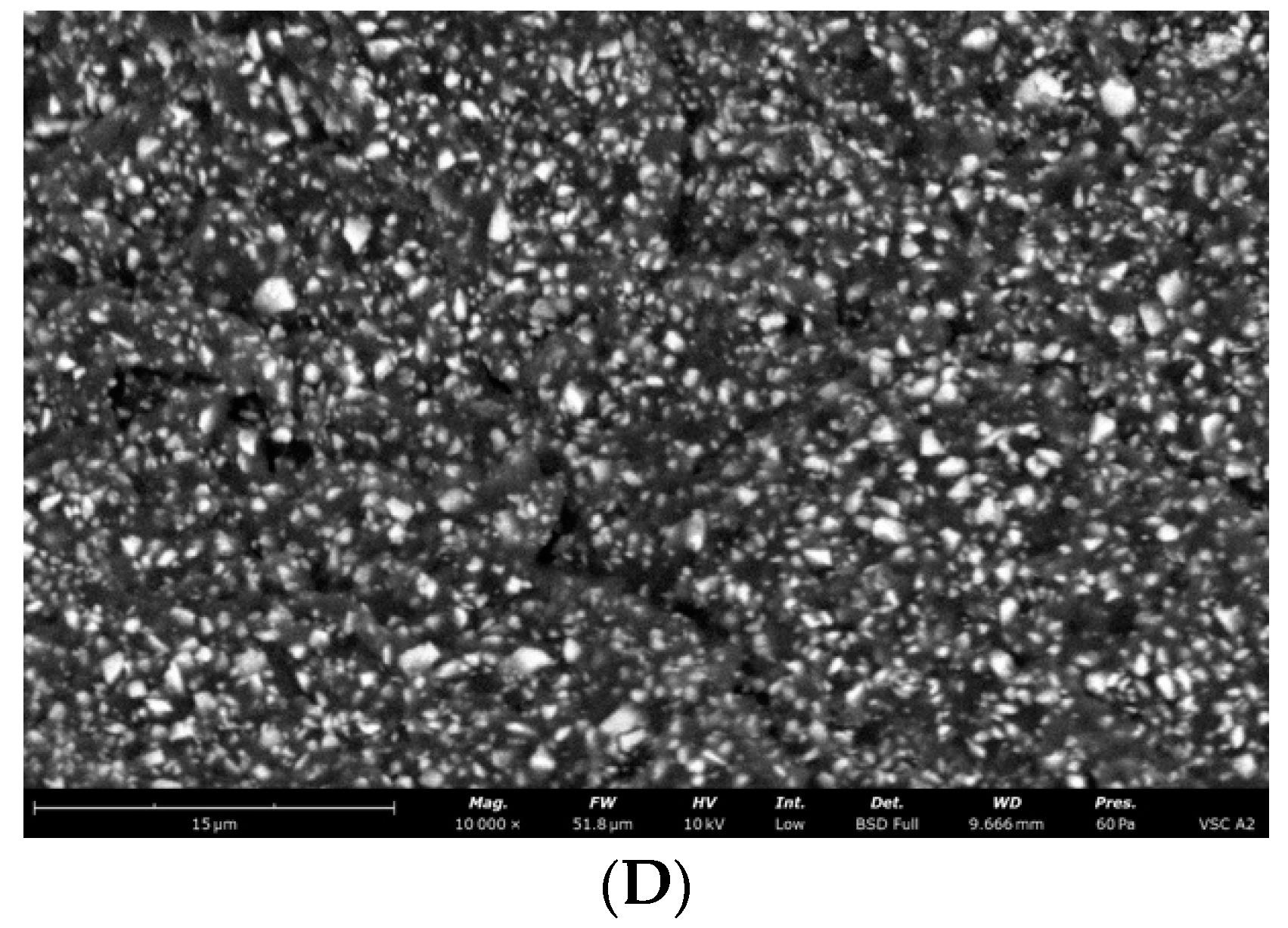
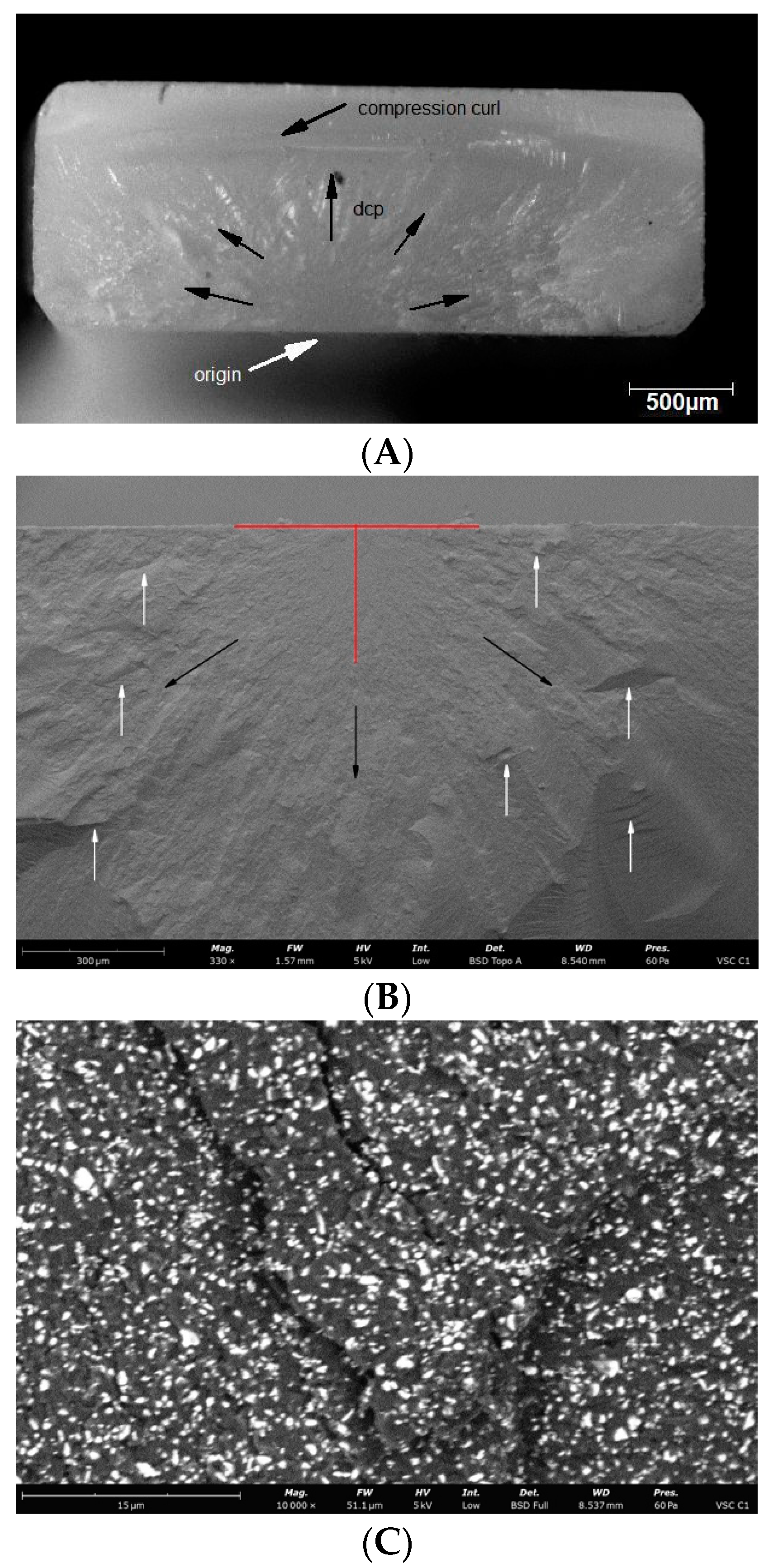
Representative microscopic and SEM images of the fracture surface of the VSC B sample; (A) visible compression curl on top, the direction of crack propagation and the origin on the bottom; (B) Red lines indicate the width and depth of the crack at the fracture origin. Black arrows indicate the direction of crack propagation away from the crack origin, white arrows indicate bending marks on the fracture surface; (C) microcrack spreading along the particle boundaries visible on the enlarged area of figure (B) indicated by the white arrow; (D) microcrack spreading along the particle boundaries visible on the enlarged area of figure (B) indicated by the white arrow.
Figure 8.
Representative microscopic and SEM images of the fracture surface of the VSC B sample; (A) visible compression curl on top, the direction of crack propagation and the origin on the bottom; (B) Red lines indicate the width and depth of the crack at the fracture origin. Black arrows indicate the direction of crack propagation away from the crack origin, white arrows indicate bending marks on the fracture surface; (C) microcrack spreading along the particle boundaries visible on the enlarged area of figure (B) indicated by the white arrow; (D) microcrack spreading along the particle boundaries visible on the enlarged area of figure (B) indicated by the white arrow.
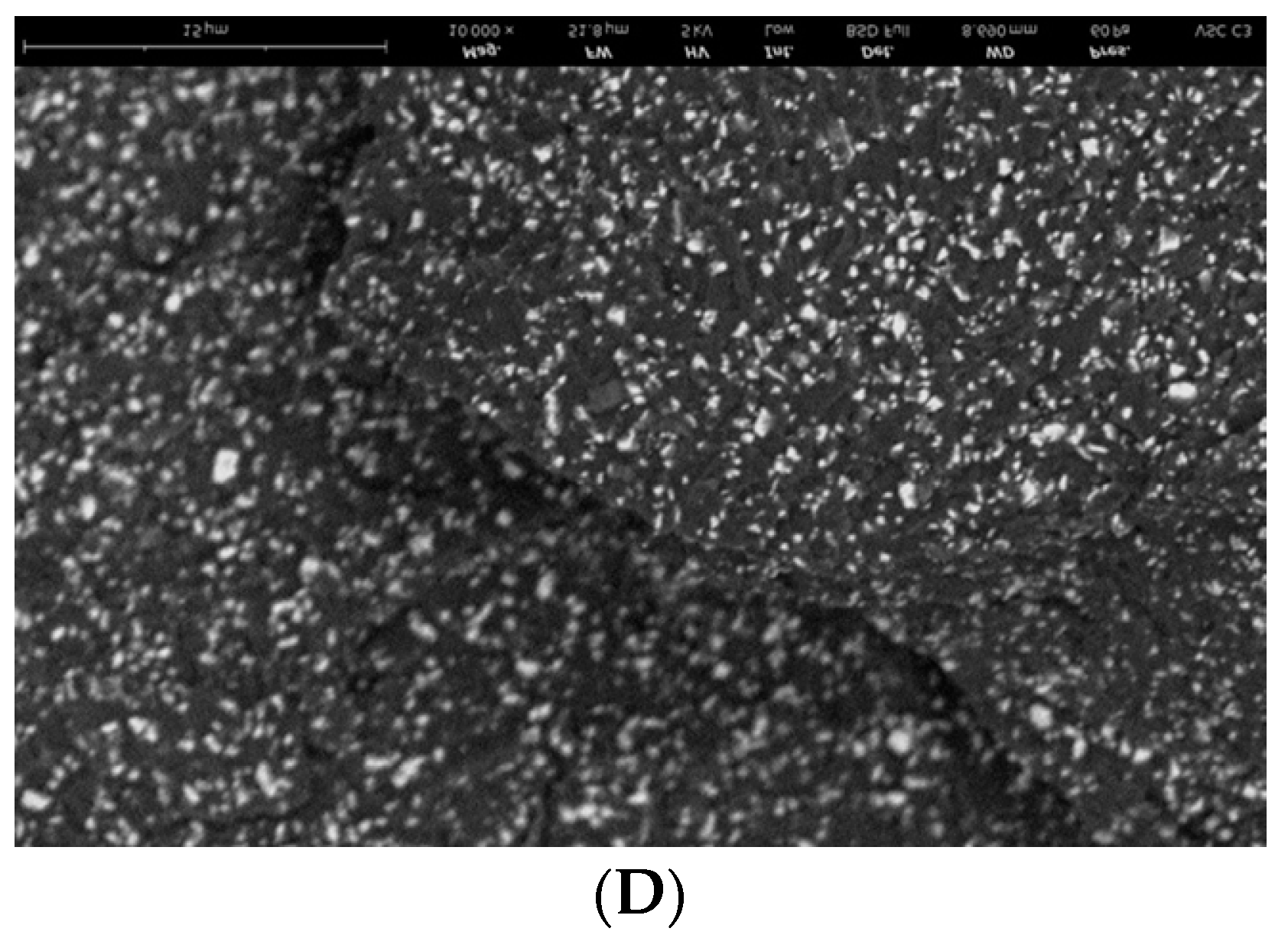
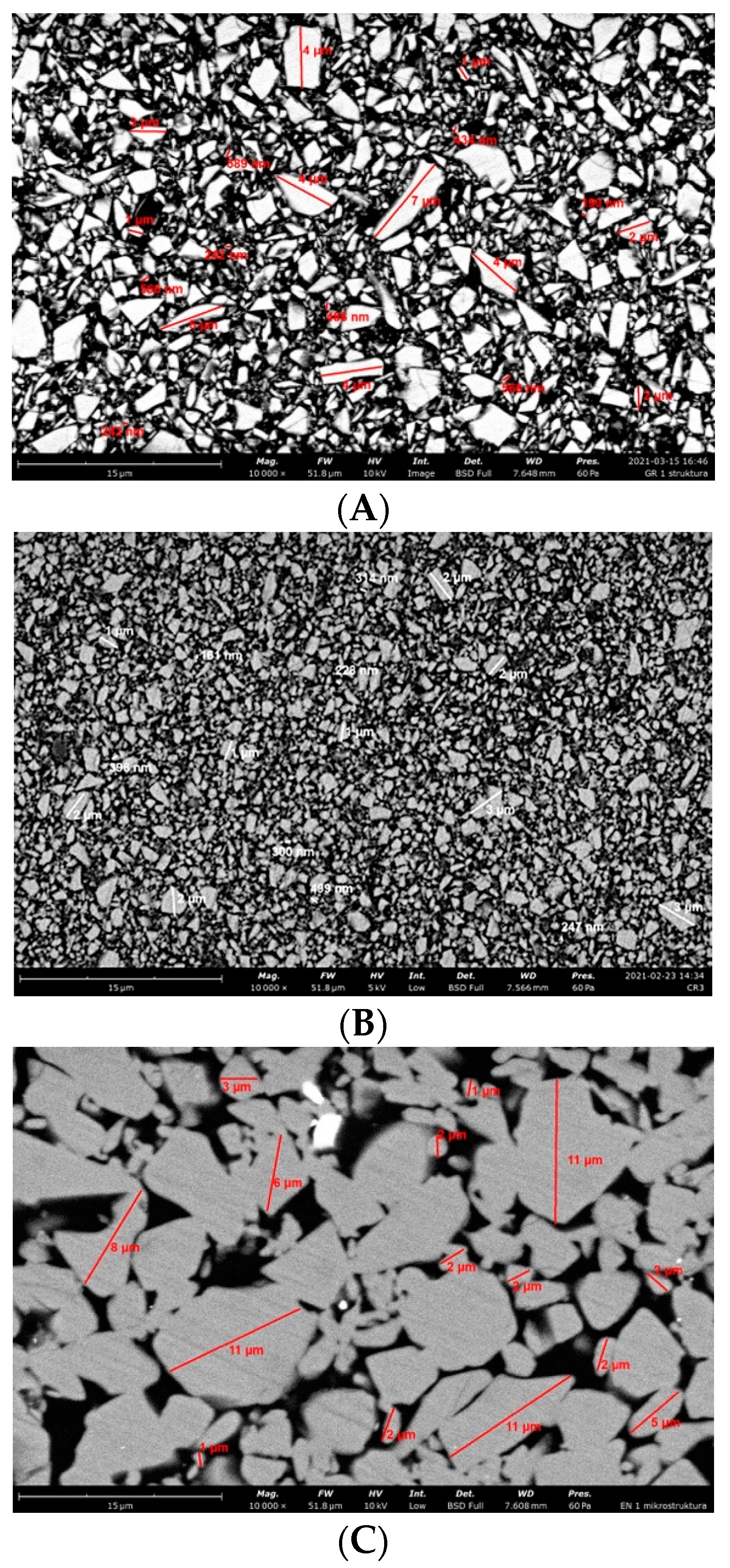
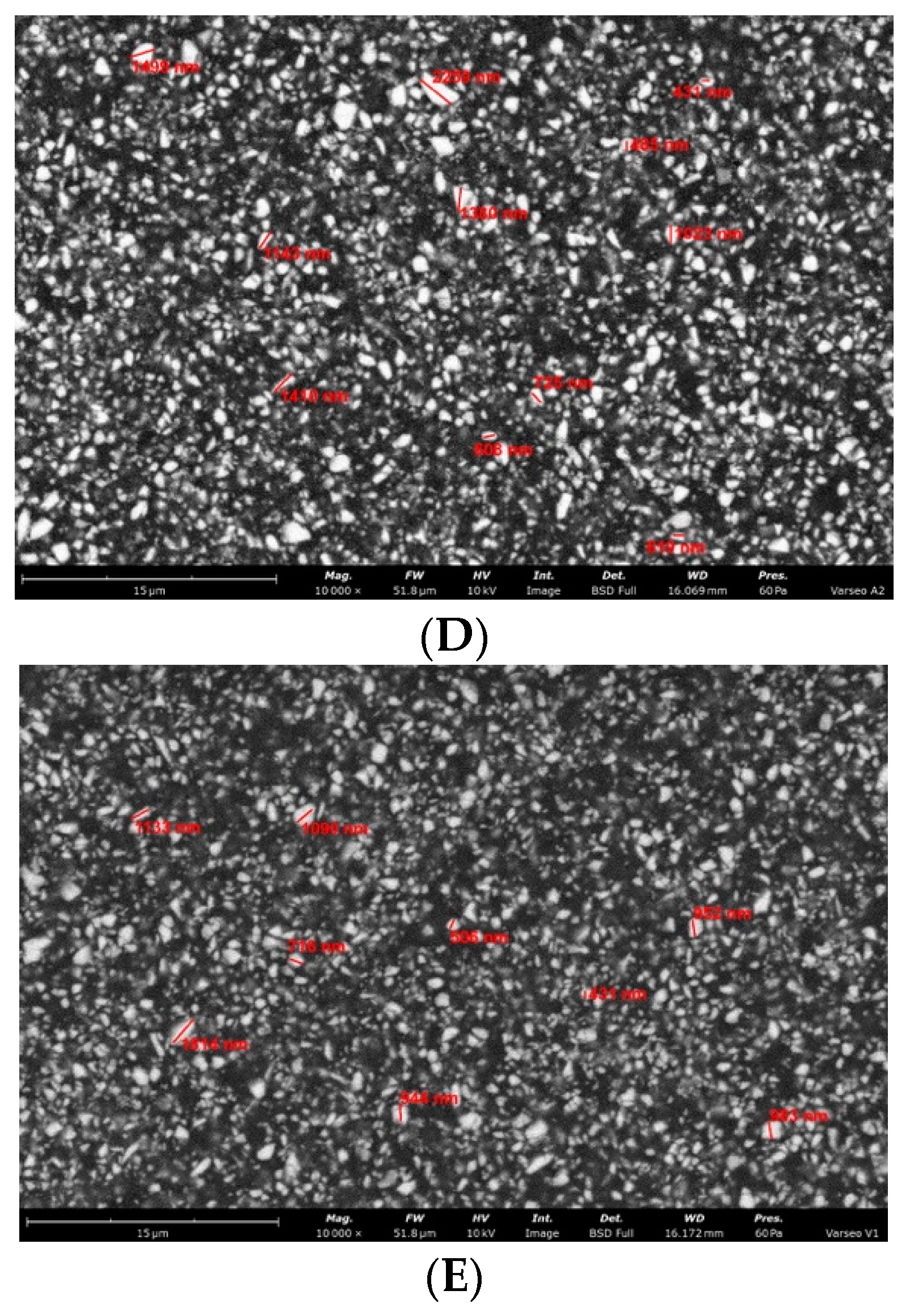
Figure 9.
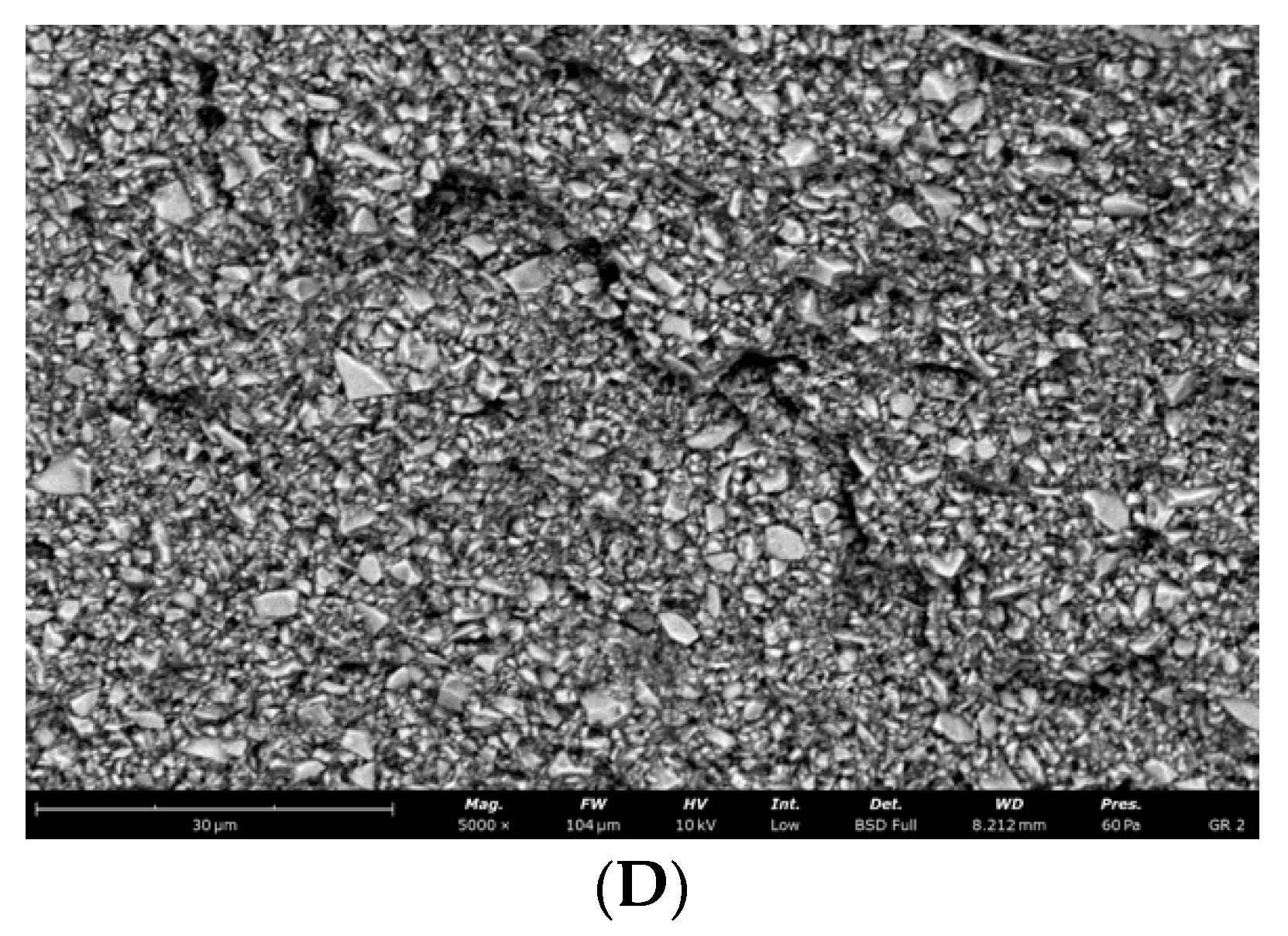
Representative SEM images of the surface of tested materials; (A) GR filler size ranged from 190 nm to 7 µm, filler content 70–80 vol. %; (B) CR filler size ranged from 160 nm to 3 µm, filler content around 55–65 vol. %; (C) EN filler size ranged from 1 µm to 11 µm, filler content around 75 vol. %; (D) VSC A filler size ranged 430 nm to 3 µm, filler content around 24–30 vol. %; (E) VSC B filler size 430 nm do 3 µm, filler content around 19–24 vol. % (GR—Grandio blocs, CR—Brilliant Crios, EN—Enamic, VSC—Varseo Smile Crown plus).
Figure 9.
Representative SEM images of the surface of tested materials; (A) GR filler size ranged from 190 nm to 7 µm, filler content 70–80 vol. %; (B) CR filler size ranged from 160 nm to 3 µm, filler content around 55–65 vol. %; (C) EN filler size ranged from 1 µm to 11 µm, filler content around 75 vol. %; (D) VSC A filler size ranged 430 nm to 3 µm, filler content around 24–30 vol. %; (E) VSC B filler size 430 nm do 3 µm, filler content around 19–24 vol. % (GR—Grandio blocs, CR—Brilliant Crios, EN—Enamic, VSC—Varseo Smile Crown plus).
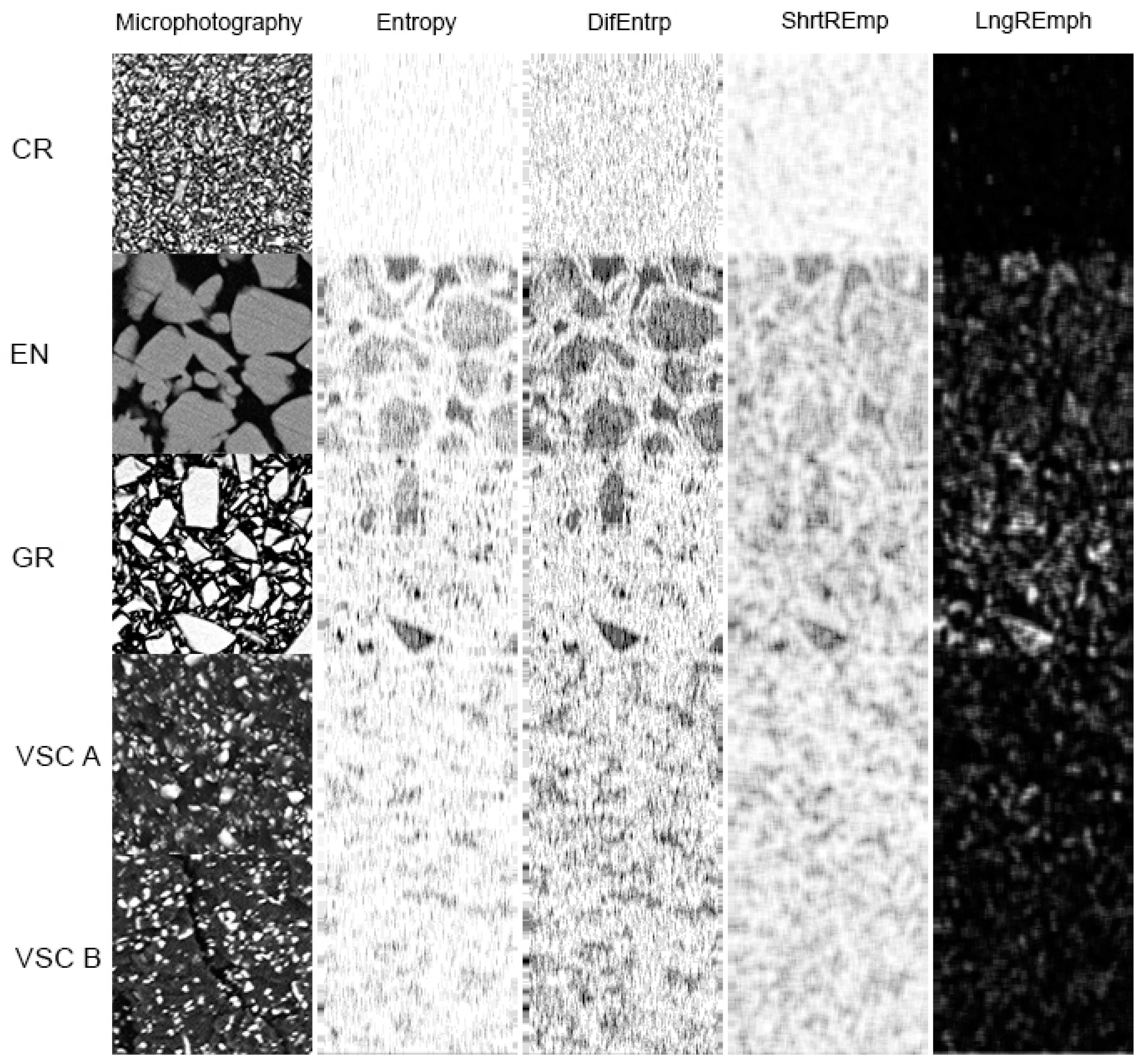
Figure 10.
Texture analysis of dental composites samples in two kinds of features in high magnification: ROI = 15 µm × 15 µm. Derived from co-occurrence matrix (Entropy and DifEntrp) and the run-length matrix (ShryREmp and LngREmph). In the feature intensity maps of the polished samples, white indicates a significant intensity of a given texture feature and black indicates none or low intensity of the feature.
Figure 10.
Texture analysis of dental composites samples in two kinds of features in high magnification: ROI = 15 µm × 15 µm. Derived from co-occurrence matrix (Entropy and DifEntrp) and the run-length matrix (ShryREmp and LngREmph). In the feature intensity maps of the polished samples, white indicates a significant intensity of a given texture feature and black indicates none or low intensity of the feature.
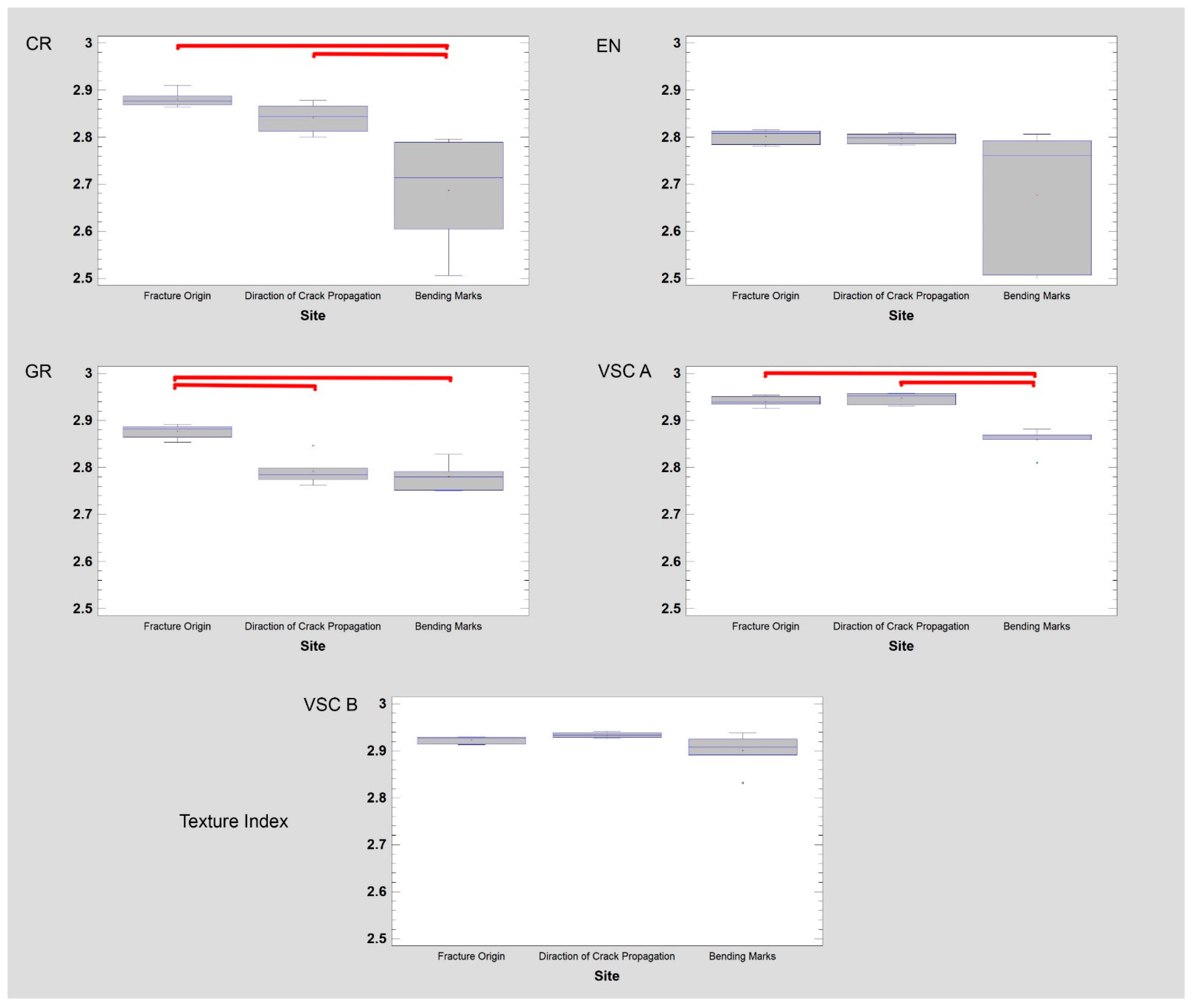
Figure 11.
Visible light examination of fracture surfaces—microphotographs of five dental composites. Results of surface texture analysis using Texture Index, GR—Grandio blocs, CR—Brilliant Crios, EN—Enamic, VSC—Varseo Smile Crown plus.
Figure 11.
Visible light examination of fracture surfaces—microphotographs of five dental composites. Results of surface texture analysis using Texture Index, GR—Grandio blocs, CR—Brilliant Crios, EN—Enamic, VSC—Varseo Smile Crown plus.
Table 1.
Machinable materials used in the study.
Table 1.
Machinable materials used in the study.
| Brand | Abr. | Manufacturer | Composition | Lot No. | Shade | Block Size |
|---|
| Grandio Blocs | GR | VOCO, Cuxhaven, Germany | 86 wt % Nanohybride fillers, 14% UDMA + DMA [25,26] | 1,711,521 | A2 HT | C 14L |
| Brilliant Crios | CR | Coltene/Whaledent A.G. Altstatten, Switzerland | Resin matrix cross-linked methacrylate, 70.7 wt % barium glass (<1 µm), amorphous silica (<20 nm) [25,27] | H22,667 | A2 LT | C 14 |
| Enamic | EN | Vita Zahnfabrik, Bad Sackingen, Germany | 14 wt % (25 vol %) methacrylate polymer (UDMA, TEGDMA) and 86 wt % fine-structure feldspar ceramic network [28,29] | 56,560 | 2M2 HT | C 14 |
| VarseoSmile Crown plus | VSC | Bego, Bremen, Germany | 4′-isopropylidiphenol, ethoxylated and 2-methylprop-2enoic acid. Silanized dental glass, methyl benzoylfor- mate, diphenyl (2,4,6-trimethylbenzoyl) phosphine oxide, 30–50 wt. %—inorganic fillers (particle size 0.7 μm) [8] | 600,309 | A2 Dentin | Liquid Resin |
Table 2.
Mechanical properties of the testing materials.
Table 2.
Mechanical properties of the testing materials.
| Material | σf [MPa] | Ef [GPa] | HV01 | Filler | Filler |
|---|
| | | Vol. % | Size |
|---|
| GR | 186.02 (10.49) * | 16.95 (0.50) * | 140.43 (5.47) * | 70–80 | 190 nm to 7 µm |
| CR | 170.29 (9.41) * | 11.14 (0.17) * | 75.40 (2.18) * | 55–65 | 160 nm to 3 µm |
| EN | 118.96 (2.81) A | 28.55 (0.34) | 273.42 (27.11) | 75 | 1 µm to 11 µm |
| VSC A | 119.85 (17.95) A | 4.37 (0.8) B | 25.8 (0.7) C | 24–30 | 430 nm to 3 µm |
| VSC B | 143.39 (12.88) | 4.69 (0.15) B | 28.16 (1.42) C | 19–24 | 430 nm to 2 µm |
| p value * | p < 0.001 | p < 0.001 | p < 0.001 | | |
Table 3.
Mean values of FD for ROI 15 µm × 15 µm (FD—fractal dimension, SD—standard deviation).
Table 3.
Mean values of FD for ROI 15 µm × 15 µm (FD—fractal dimension, SD—standard deviation).
| Mean Values of Fractal Dimension for ROI 15 μm × 15 μm |
|---|
| Material | VSC A | VSC B | CR | EN | GR |
| Mean FD | 1.541 | 1.550 | 1.791 | 1.899 | 1.769 |
| SD | 0.044 | 0.025 | 0.033 | 0.013 | 0.009 |
Table 4.
Results of post-hoc (least significant difference) ANOVA fractal dimension value between the microstructure of all materials (ROI—15 µm × 15 µm), underlined—p < 0.05, significant statistical difference (FD—fractal dimension).
Table 4.
Results of post-hoc (least significant difference) ANOVA fractal dimension value between the microstructure of all materials (ROI—15 µm × 15 µm), underlined—p < 0.05, significant statistical difference (FD—fractal dimension).
| vs. | CR | EN | GR | VSC A | VSC B |
|---|
| CR | | 0.0000 | 0.1846 | 0.0000 | 0.0000 |
| EN | 0.0000 | | 0.0000 | 0.0000 | 0.0000 |
| GR | 0.1846 | 0.0000 | | 0.0000 | 0.0000 |
| VSC A | 0.0000 | 0.0000 | 0.0000 | | 0.6527 |
| VSC B | 0.0000 | 0.0000 | 0.0000 | 0.6527 | |
Table 5.
Mean values of fractal dimension of fracture zones (ROI 100 µm × 100 µm), FD—fractal dimension, SD—standard deviation.
Table 5.
Mean values of fractal dimension of fracture zones (ROI 100 µm × 100 µm), FD—fractal dimension, SD—standard deviation.
| Mean Values of Fractal Dimension of Fracture Zones (ROI 100 µm × 100 µm) |
|---|
| Fracture Zone | Fracture Origin | Direction of Crack Propagation | Bending Marks on the Fracture Surface |
|---|
| VSC A |
| Mean | 1.770 | 1.773 | 1.724 |
| SD | 0.023 | 0.008 | 0.023 |
| VSC B |
| Mean | 1.780 | 1.759 | 1.735 |
| SD | 0.020 | 0.015 | 0.018 |
| CR |
| Mean | 1.767 | 1.740 | 1.693 |
| SD | 0.007 | 0.013 | 0.019 |
| EN |
| Mean | 1.702 | 1.706 | 1.687 |
| SD | 0.015 | 0.011 | 0.021 |
| GR |
| Mean | 1.742 | 1.717 | 1.715 |
| SD | 0.016 | 0.026 | 0.019 |
Table 6.
The results of post-hoc (least significant difference) ANOVA between FD value of the same fracture zone of all examined materials for ROI size 100 µm × 100 µm, underlined—p < 0.05, significant statistical difference, FD—fractal dimension.
Table 6.
The results of post-hoc (least significant difference) ANOVA between FD value of the same fracture zone of all examined materials for ROI size 100 µm × 100 µm, underlined—p < 0.05, significant statistical difference, FD—fractal dimension.
| FD of Fracture Origin |
| vs. | CR | EN | GR | VSC A | VSC B |
| CR | | 0.000001 | 0.017799 | 0.735889 | 0.175320 |
| EN | 0.000001 | | 0.000435 | 0.000000 | 0.000000 |
| GR | 0.017799 | 0.000435 | | 0.008078 | 0.000590 |
| VSC A | 0.735889 | 0.000000 | 0.008078 | | 0.302052 |
| VSC B | 0.175320 | 0.000000 | 0.000590 | 0.302052 | |
| FD of Direction of Crack Propagation |
| vs. | CR | EN | GR | VSC A | VSC B |
| CR | | 0.000967 | 0.017239 | 0.001249 | 0.045387 |
| EN | 0.000967 | | 0.246263 | 0.000000 | 0.000004 |
| GR | 0.017239 | 0.246263 | | 0.000002 | 0.000091 |
| VSC A | 0.001249 | 0.000000 | 0.000002 | | 0.138324 |
| VSC B | 0.045387 | 0.000004 | 0.000091 | 0.138324 | |
| FD of Bending Marks on the Fracture Surface |
| vs. | CR | EN | GR | VSC A | VSC B |
| CR | | 0.573833 | 0.073630 | 0.013429 | 0.001231 |
| EN | 0.573833 | | 0.022256 | 0.003449 | 0.000286 |
| GR | 0.073630 | 0.022256 | | 0.435122 | 0.087909 |
| VSC A | 0.013429 | 0.003449 | 0.435122 | | 0.335130 |
| VSC B | 0.001231 | 0.000286 | 0.087909 | 0.335130 | |
Table 7.
The results of post-hoc (least significant difference) ANOVA between fractal dimension of fracture origin (Origin), direction of crack propagation (DCP) and bending marks on the fracture surface (BM) inside the same material (ROI—100 µm × 100 µm), underlined font—significant statistical difference, n.s.—no significant differences p > 0.05 in ANOVA.
Table 7.
The results of post-hoc (least significant difference) ANOVA between fractal dimension of fracture origin (Origin), direction of crack propagation (DCP) and bending marks on the fracture surface (BM) inside the same material (ROI—100 µm × 100 µm), underlined font—significant statistical difference, n.s.—no significant differences p > 0.05 in ANOVA.
| VSC A |
| vs. | Origin | DCP | BM |
| Origin | | 0.785391 | 0.000755 |
| DCP | 0.785391 | | 0.000433 |
| BM | 0.000755 | 0.000433 | |
| VSC B |
| vs. | Origin | DCP | BM |
| Origin | | 0.056383 | 0.000484 |
| DCP | 0.056383 | | 0.031915 |
| BM | 0.000484 | 0.031915 | |
| CR |
| vs. | Origin | DCP | BM |
| Origin | | 0.004370 | 0.000000 |
| DCP | 0.004370 | | 0.000028 |
| BM | 0.000000 | 0.000028 | |
| EN |
| vs. | Origin | DCP | BM |
| Origin | n.s. | n.s. | n.s. |
| DCP | n.s. | n.s. | n.s. |
| BM | n.s. | n.s. | n.s. |
| GR |
| vs. | Origin | DCP | BM |
| Origin | n.s. | n.s. | n.s. |
| DCP | n.s. | n.s. | n.s. |
| BM | n.s. | n.s. | n.s. |
Table 8.
Comparison of texture characteristics of tested resin composites. The numerical expression of the variability given in
Figure 10 (DifEntrp—difference entropy, ShrtREmph—short run-length emphasis moment, LngREmph—long run-length emphasis moment).
Table 8.
Comparison of texture characteristics of tested resin composites. The numerical expression of the variability given in
Figure 10 (DifEntrp—difference entropy, ShrtREmph—short run-length emphasis moment, LngREmph—long run-length emphasis moment).
| Material | Entropy | DifEntrp | ShrtREmp | LngREmph | Texture Index | Composite Index |
|---|
| CR | 3.09 ± 0.03 | 1.94 ± 0.01 | 0.96 ± 0.00 | 1.20 ± 0.04 | 2.57 ± 0.09 | 1.55 ± 0.00 |
| EN | 2.61 ± 0.12 | 1.29 ± 0.04 | 0.89 ± 0.02 | 1.66 ± 0.15 | 1.58 ± 0.18 | 1.45 ± 0.04 |
| GR | 2.39 ± 0.03 | 1.37 ± 0.01 | 0.85 ± 0.00 | 3.20 ± 0.69 | 0.75 ± 0.08 | 1.61 ± 0.01 |
| VSC A | 2.86 ± 0.02 | 1.45 ± 0.01 | 0.91 ± 0.00 | 1.54 ± 0.02 | 1.86 ± 0.03 | 1.59 ± 0.01 |
| VSC B | 2.77 ± 0.02 | 1.42 ± 0.01 | 0.91 ± 0.00 | 1.51 ± 0.04 | 1.83 ± 0.06 | 1.56 ± 0.01 |
Table 9.
The information in
Table 8 supplemented with data on the statistical significance of the differences detected. The Least Significant Difference procedure (indicates the magnitude of the limits indicating the smallest difference between any two means that can be declared to represent a statistically significant difference) DifEntrp—difference entropy, ShrtREmph—short run-length emphasis moment, LngREmph—long run-length emphasis moment.
Table 9.
The information in
Table 8 supplemented with data on the statistical significance of the differences detected. The Least Significant Difference procedure (indicates the magnitude of the limits indicating the smallest difference between any two means that can be declared to represent a statistically significant difference) DifEntrp—difference entropy, ShrtREmph—short run-length emphasis moment, LngREmph—long run-length emphasis moment.
| Contrast | Entropy | DifEntrp | ShrtREmph | LngREmph | Texture Index | Composite Index |
|---|
| Difference | Difference | Difference | Difference | Difference | Difference |
|---|
| CR–EN | 0.48 * | 0.20 * | 0.07 * | −0.46 * | 0.99 * | 0.10 * |
| CR–GR | 0.70 * | 0.12 * | 0.11 * | −1.99 * | 1.82 * | −0.06 * |
| CR–VSC A | 0.23 * | 0.04 * | 0.05 * | −0.34 * | 0.72 * | −0.04 * |
| CR–VSC B | 0.32 * | 0.07 * | 0.05 * | −0.31 * | 0.74 * | −0.01 * |
| EN–GR | 0.22 * | −0.08 * | 0.04 * | −1.53 * | 0.83 * | −0.15 * |
| EN–VSC A | −0.25 * | −0.16 * | −0.02 * | 0.12 | −0.27 * | −0.14 * |
| EN–VSC B | −0.15 * | −0.13 * | −0.02 * | 0.15 | −0.25 * | −0.11 * |
| GR–VSC A | −0.47 * | −0.08 * | −0.06 * | 1.66 * | −1.10 * | 0.02 * |
| GR–VSC B | −0.38 * | −0.05 * | −0.06 * | 1.68 * | −1.08 * | 0.04 * |
| VSC A–VSC B | 0.10 * | 0.03 * | −0.00 | 0.03 | 0.03 | 0.03 * |
Table 10.
Texture features of the origin site of material fracture, DifEntrp—difference entropy, ShrtREmph—short run-length emphasis moment, LngREmph—long run-length emphasis moment.
Table 10.
Texture features of the origin site of material fracture, DifEntrp—difference entropy, ShrtREmph—short run-length emphasis moment, LngREmph—long run-length emphasis moment.
| Material | Entropy | DifEntrp | ShrtREmp | LngREmph | Texture Index | Composite Index |
|---|
| CR | 3.21 ± 0.01 | 1.49 ± 0.00 | 0.97 ± 0.00 | 1.11 ± 0.00 | 2.88 ± 0.02 | 1.53 ± 0.00 |
| EN | 3.20 ± 0.01 | 1.44 ± 0.01 | 0.97 ± 0.00 | 1.14 ± 0.00 | 2.80 ± 0.02 | 1.49 ± 0.01 |
| GR | 3.23 ± 0.01 | 1.48 ± 0.01 | 0.97 ± 0.00 | 1.12 ± 0.00 | 2.88 ± 0.01 | 1.53 ± 0.00 |
| VSC A | 3.22 ± 0.00 | 1.49 ± 0.00 | 0.98 ± 0.00 | 1.10 ± 0.00 | 2.94 ± 0.01 | 1.52 ± 0.01 |
| VSC B | 3.20 ± 0.00 | 1.49 ± 0.00 | 0.98 ± 0.00 | 1.09 ± 0.00 | 2.92 ± 0.01 | 1.52 ± 0.00 |
Table 11.
The information in
Table 10 supplemented with data on the statistical significance of the differences detected in the site of fracture origin. The Least Significant Difference procedure (indicates the magnitude of the limits indicating the smallest difference between any two means that can be declared to represent a statistically significant difference), DifEntrp—difference entropy, ShrtREmph—short run-length emphasis moment, LngREmph—long run-length emphasis moment.
Table 11.
The information in
Table 10 supplemented with data on the statistical significance of the differences detected in the site of fracture origin. The Least Significant Difference procedure (indicates the magnitude of the limits indicating the smallest difference between any two means that can be declared to represent a statistically significant difference), DifEntrp—difference entropy, ShrtREmph—short run-length emphasis moment, LngREmph—long run-length emphasis moment.
| Contrast | Entropy | DifEntrp | ShrtREmp | LngREmph | Texture Index | Composite Index |
|---|
| Difference | Difference | Difference | Difference | Difference | Difference |
|---|
| CR–EN | 0.01 | 0.04 * | 0.01 * | −0.03 | 0.08 * | 0.04 * |
| CR–GR | −0.02 * | 0.01 | 0.00 * | −0.01 | 0.00 | 0.00 |
| CR–VSC A | −0.01 * | −0.00 | −0.00 * | 0.02 * | −0.06 * | 0.01 |
| CR–VSC B | 0.01 | 0.00 | −0.00 * | 0.02 * | −0.04 * | 0.01 |
| EN–GR | −0.02 * | −0.04 * | −0.00 * | 0.02 * | −0.07 * | −0.03 * |
| EN–VSC A | −0.02 * | −0.05 | −0.01 * | 0.05 * | −0.14 * | −0.03 * |
| EN–VSC B | 0.01 | −0.04 * | −0.01 * | 0.05 * | −0.12 * | −0.03 * |
| GR–VSC A | 0.01 | −0.01 | −0.01 * | 0.03 * | −0.06 * | 0.00 |
| GR–VSC B | 0.03 * | −0.00 | −0.01 * | 0.03 * | −0.05 * | 0.01 |
| VSC A–VSC B | 0.02 * | 0.00 | −0.00 | 0.00 | 0.02 * | 0.00 |
Table 12.
Texture features of the fracture propagation area of materials investigated, DifEntrp—difference entropy, ShrtREmph—short run-length emphasis moment, LngREmph—long run-length emphasis moment.
Table 12.
Texture features of the fracture propagation area of materials investigated, DifEntrp—difference entropy, ShrtREmph—short run-length emphasis moment, LngREmph—long run-length emphasis moment.
| Material | Entropy | DifEntrp | ShrtREmp | LngREmph | Texture Index | Composite Index |
|---|
| CR | 3.21 ± 0.00 | 1.46 ± 0.02 | 0.97 ± 0.00 | 1.13 ± 0.01 | 2.84 ± 0.03 | 1.51 ± 0.02 |
| EN | 3.21 ± 0.00 | 1.44 ± 0.01 | 0.97 ± 0.00 | 1.15 ± 0.00 | 2.80 ± 0.01 | 1.49 ± 0.01 |
| GR | 3.21 ± 0.01 | 1.45 ± 0.02 | 0.97 ± 0.00 | 1.15 ± 0.01 | 2.79 ± 0.03 | 1.50 ± 0.02 |
| VSC A | 3.23 ± 0.00 | 1.48 ± 0.00 | 0.98 ± 0.00 | 1.10 ± 0.00 | 2.95 ± 0.01 | 1.52 ± 0.00 |
| VSC B | 3.22 ± 0.01 | 1.47 ± 0.01 | 0.98 ± 0.00 | 1.10 ± 0.00 | 2.93 ± 0.01 | 1.51 ± 0.01 |
Table 13.
The information in
Table 12 supplemented with data on the statistical significance of the differences detected in the fracture propagation area. The Least Significant Difference procedure (indicates the magnitude of the limits indicating the smallest difference between any two means that can be declared to represent a statistically significant difference), DifEntrp—difference entropy, ShrtREmph—short run-length emphasis moment, LngREmph—long run-length emphasis moment.
Table 13.
The information in
Table 12 supplemented with data on the statistical significance of the differences detected in the fracture propagation area. The Least Significant Difference procedure (indicates the magnitude of the limits indicating the smallest difference between any two means that can be declared to represent a statistically significant difference), DifEntrp—difference entropy, ShrtREmph—short run-length emphasis moment, LngREmph—long run-length emphasis moment.
| Contrast | Entropy | DifEntrp | ShrtREmp | LngREmph | Texture Index | Composite Index |
|---|
| Difference | Difference | Difference | Difference | Difference | Difference |
|---|
| CR–EN | 0.00 | 0.02 * | 0.00 * | −0.02 * | 0.04 * | 0.02 * |
| CR–GR | 0.00 | 0.02 | 0.00 * | −0.02 * | 0.05 * | 0.01 |
| CR–VSC A | −0.02 * | −0.02 * | −0.01 * | 0.03 * | −0.11 * | −0.01 |
| CR–VSC B | −0.01 | −0.01 | −0.01 * | 0.03 * | −0.09 | 0.00 |
| EN–GR | −0.00 | −0.01 | 0.00 | 0.00 | 0.01 | −0.01 |
| EN–VSC A | −0.02 * | −0.05 * | −0.01 * | 0.05 * | −0.15 * | −0.03 * |
| EN–VSC B | −0.01 * | −0.03 * | −0.01 * | 0.05 * | −0.14 * | −0.02 * |
| GR–VSC A | −0.02 * | −0.04 * | −0.01 * | 0.05 * | −0.16 * | −0.02 * |
| GR–VSC B | −0.01 * | −0.03 * | −0.01 * | 0.05 * | −0.14 * | −0.01 |
| VSC A–VSC B | 0.01 * | 0.01 | 0.00 | 0.00 | 0.01 | 0.01 |
Table 14.
Texture features of the bending marks of fracture surfaces investigated, DifEntrp—difference entropy, ShrtREmph—short run-length emphasis moment, LngREmph—long run-length emphasis moment.
Table 14.
Texture features of the bending marks of fracture surfaces investigated, DifEntrp—difference entropy, ShrtREmph—short run-length emphasis moment, LngREmph—long run-length emphasis moment.
| Material | Entropy | DifEntrp | ShrtREmp | LngREmph | Texture Index | Composite Index |
|---|
| CR | 3.17 ± 0.04 | 1.37 ± 0.05 | 0.96 ± 0.01 | 1.18 ± 0.04 | 2.69 ± 0.11 | 1.43 ± 0.04 |
| EN | 3.17 ± 0.06 | 1.37 ± 0.08 | 0.96 ± 0.01 | 1.19 ± 0.05 | 2.68 ± 0.16 | 1.43 ± 0.07 |
| GR | 3.21 ± 0.01 | 1.43 ± 0.01 | 0.96 ± 0.00 | 1.15 ± 0.01 | 2.78 ± 0.03 | 1.48 ± 0.01 |
| VSC A | 3.20 ± 0.01 | 1.44 ± 0.03 | 0.97 ± 0.00 | 1.12 ± 0.01 | 2.86 ± 0.03 | 1.48 ± 0.03 |
| VSC B | 3.21 ± 0.01 | 1.44 ± 0.03 | 0.97 ± 0.00 | 1.11 ± 0.01 | 2.90 ± 0.04 | 1.48 ± 0.03 |
Table 15.
The information in
Table 12 supplemented with data on the statistical significance of the differences detected in the bending marks of fracture surfaces. The Least Significant Difference procedure (indicates the magnitude of the limits indicating the smallest difference between any two means that can be declared to represent a statistically significant difference), DifEntrp—difference entropy, ShrtREmph—short run-length emphasis moment, LngREmph—long run-length emphasis moment.
Table 15.
The information in
Table 12 supplemented with data on the statistical significance of the differences detected in the bending marks of fracture surfaces. The Least Significant Difference procedure (indicates the magnitude of the limits indicating the smallest difference between any two means that can be declared to represent a statistically significant difference), DifEntrp—difference entropy, ShrtREmph—short run-length emphasis moment, LngREmph—long run-length emphasis moment.
| Contrast | Entropy | DifEntrp | ShrtREmp | LngREmph | Texture Index | Composite Index |
|---|
| Difference | Difference | Difference | Difference | Difference | Difference |
|---|
| CR–EN | 0.00 | 0.00 | 0.00 | 0.00 | 0.01 | 0.00 |
| CR–GR | −0.03 | −0.05 | 0.00 | 0.03 | −0.09 | −0.05 |
| CR–VSC A | −0.03 | −0.06 * | −0.01 * | 0.06 * | −0.17 * | −0.05 |
| CR–VSC B | −0.04 | −0.07 * | −0.01 * | 0.07 * | −0.21 * | −0.05 |
| EN–GR | −0.04 | −0.05 | −0.01 * | 0.03 | −0.10 | −0.05 |
| EN–VSC A | −0.03 | −0.06 * | −0.01 * | 0.07 * | −0.18 * | −0.04 |
| EN–VSC B | −0.04 | −0.07 * | −0.02 * | 0.08 * | −0.22 * | −0.05 |
| GR–VSC A | 0.00 | −0.01 | −0.01 * | 0.03 | −0.08 | 0.00 |
| GR–VSC B | −0.01 | −0.01 | −0.01 * | 0.05 * | −0.12 * | 0.00 |
| VSC A–VSC B | −0.01 | −0.01 | 0.00 | 0.01 | −0.04 | −0.00 |


 ,
, 


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}